La tensión de pantalla y cómo usar un tensor de mallas

Cómo la tensión de malla adecuada transforma la calidad de impresión, la velocidad y la consistencia, y cómo los tensores de Anatol le ayudan a lograrlo En la serigrafía, pocos factores influyen tanto en la calidad de impresión y la velocidad de producción como la tensión de pantalla. Una tensión de malla alta y consistente garantiza un despegue rápido, una liberación de tinta limpia, detalles nítidos y un entintado uniforme. Por el contrario, una baja tensión ralentiza la producción, provoca manchas y depósitos de tinta desiguales, y acelera el desgaste del esténcil y de la malla. Esta guía desglosa por qué importa la tensión de pantalla, explica la mecánica detrás de una impresión eficiente y ofrece un tutorial paso a paso sobre el uso de un tensor de mallas neumático de Anatol, una de las herramientas más fiables para lograr pantallas de alta tensión y listas para producción. Perfecto para: ✔ Talleres de serigrafía que buscan aumentar la velocidad ✔ Impresores que adoptan prensas automáticas ✔ Talleres con problemas de manchas, despegue lento o depósito de tinta inconsistente ✔ Cualquiera que busque mayor nitidez en los detalles y mayor rendimiento
Por qué importa la tensión de pantalla en la serigrafía
Mecánica de la transferencia de tinta: por qué la serigrafía es diferente
En métodos de impresión como la flexografía o la litografía, la tinta se transfiere desde placas rígidas a alta velocidad. En la serigrafía, sin embargo, la malla es flexible, lo que significa que debe moverse, estirarse y volver a su posición con cada pasada. La rapidez de este despegue (también llamado peel o liberación) es lo que en última instancia limita la velocidad de impresión.
- Si la malla se despega rápidamente → producción rápida, impresiones limpias
- Si la malla se retrasa → manchas, líneas borrosas, acumulación de tinta, ciclos más lentos
Aquí es donde la tensión de malla se vuelve crítica.
Los problemas causados por una baja tensión de pantalla
La baja tensión (por debajo de 25 N) genera varias limitaciones:
1. Despegue lento
Las tintas gruesas o pegajosas — blanca, metálica, fluorescente, puff — actúan como pegamento. Con baja tensión, la malla no puede vencer la pegajosidad con la rapidez suficiente. Resultado: ❌ Impresiones manchadas ❌ Patrón de liberación en media luna ❌ La rasqueta se adelanta a la malla
2. Reducción de la velocidad de producción
En las prensas automáticas, cada cabezal debe esperar a que la malla se despegue antes de levantarse. Esto ralentiza el tiempo de ciclo en un 20–50 %.
3. Depósito de tinta inconsistente durante el entintado
Con baja tensión, la malla se hunde bajo la barra de entintado, lo que provoca:
- Centros sobrecargados de tinta
- Bordes con poca tinta
- Tinta pre-expresada (tinta que se empuja a través de forma involuntaria)
- Limpieza frecuente de la pantalla
4. Mayores costos de mano de obra y materiales
La baja tensión obliga a los impresores a utilizar:
- Más presión de la rasqueta
- Mayor distancia fuera de contacto
- Pasadas más lentas
Todo lo cual acelera el desgaste de las rasquetas, las mallas y la emulsión, aumentando los costos y reduciendo la calidad de impresión.
Por qué la alta tensión lo cambia todo
Las pantallas de alta tensión (40–50 N en adelante) mejoran de manera fundamental todo el proceso de impresión.
Beneficios:
✔ Despegue más rápido de la malla ✔ Detalles más nítidos y bordes más limpios ✔ Distribución de tinta más consistente ✔ Menor desgaste del esténcil ✔ Ciclos de producción más rápidos ✔ Menor fatiga del operario ✔ Rendimiento superior con bases y tintas especiales A alrededor de 50 N, muchos talleres reportan hasta un 57 % de aumento en la producción por hora. A tensiones cercanas a los 80–100 N, el rendimiento aumenta de manera aún más espectacular.
Cómo lograr una tensión alta y estable con un tensor de mallas de Anatol
Los tensores neumáticos de Anatol están diseñados para ofrecer una tensión uniforme y repetible en todos los tamaños de marco. Así es como debe usarlos correctamente. 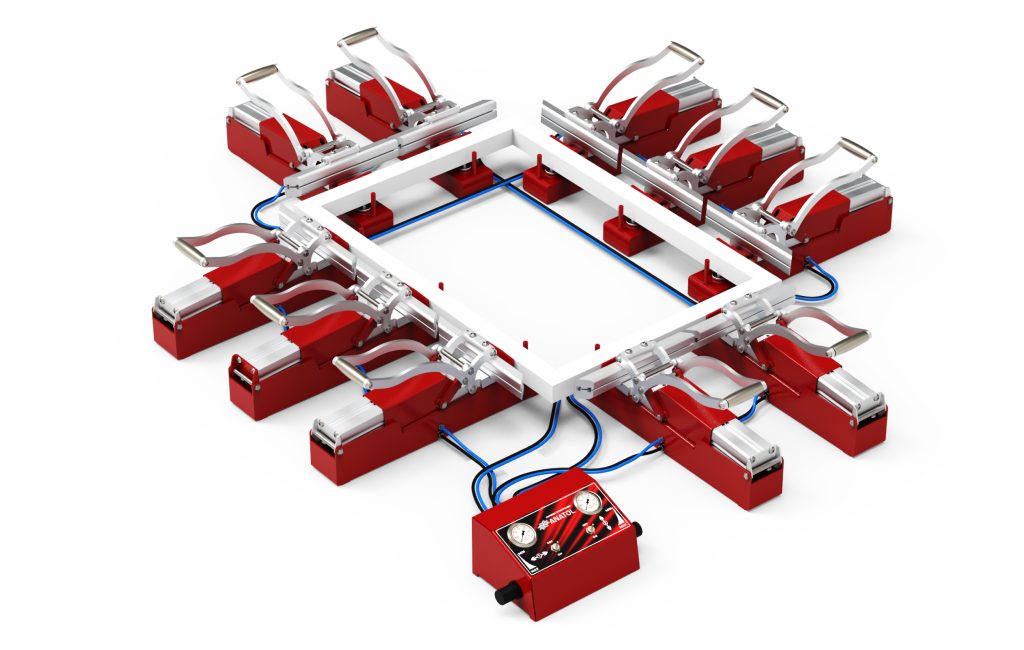
Guía paso a paso: uso de un tensor de mallas neumático de Anatol
1. Configure su tensor
- Coloque el sistema sobre una mesa estable
- Conéctelo al aire comprimido (aprox. 100 PSI)
- Conecte las líneas de aire desde la caja de control a todas las mordazas
Por qué importa: Una presión de aire estable = una tensión estable. Una presión desigual provoca un estirado desigual.
2. Coloque la malla y el marco
- Coloque la malla dejando de 2 a 3 pulgadas de material adicional en todos los lados
- Ubique las mordazas de manera uniforme alrededor del marco
- Asegúrese de que las mordazas queden planas y sujeten la malla de forma uniforme
Por qué importa: El espaciado de las mordazas determina la distribución de la fuerza. Un espaciado desigual provoca un despegue desigual y pérdida de tensión durante la impresión. 
3. Pretensión (control de urdimbre y trama)
Utilice la caja de control de Anatol para ajustar ambas direcciones de la malla de forma independiente. Comience con:
- Presión moderada
- Valores iguales en todos los lados
Por qué importa: Una pretensión equilibrada evita la distorsión y prepara la malla para una alta tensión sin rasgarse. 
4. Comience a estirar
Active el tensado neumático. Observe el tenómetro a medida que la malla se tensa. Etapas recomendadas:
- 20–30 N: estirado inicial
- 35–45 N: tensión operativa para impresión estándar
- 50–70 N: tensión de alto rendimiento
- 70–100 N: para máxima velocidad y detalle
Por qué importa: Una alta tensión garantiza un despegue instantáneo, un entintado consistente e impresiones limpias incluso con depósitos gruesos de tinta.
5. Deje que la malla se relaje y luego vuelva a estirarla
La malla se relaja de forma natural después del estirado. Proceso profesional:
- Estire hasta la tensión objetivo
- Mantenga durante 1 a 3 minutos
- Libere ligeramente
- Vuelva a estirar hasta la tensión final
Por qué importa: Esto crea una estabilidad de tensión a largo plazo: las pantallas no perderán tensión en la prensa.
6. Aplique el adhesivo mientras mantiene la tensión
Fije la malla al marco con pegamento mientras las mordazas permanecen activadas. Deje que el pegamento cure por completo antes de liberar la presión. Por qué importa: Si el pegamento cura mientras la tensión disminuye, su pantalla perderá al instante de 2 a 5 N, suficiente para afectar la velocidad y la calidad de impresión. 
7. Libere las mordazas lentamente
Reduzca gradualmente la presión de aire para evitar una relajación brusca. Retire las mordazas con cuidado.
8. Verifique la tensión final
Utilice un tenómetro para confirmar:
- Uniformidad en urdimbre/trama
- Que las esquinas estén dentro de ±1–2 N respecto al centro
- Que se haya alcanzado la tensión objetivo final
 Aquí tiene un video que lo guía a través de todo el proceso de estirado — desde la colocación del marco y la alineación de las mordazas hasta alcanzar y fijar la tensión óptima — para que pueda seguirlo visualmente mientras prepara sus pantallas. Mejores prácticas para la impresión de alta tensión ✔ Utilice marcos resistentes y rígidos Los marcos de aluminio soportan mejor la alta tensión que los marcos de madera. ✔ Controle la tensión a lo largo de la vida útil de la malla La malla se relaja después de cada tirada. Volver a estirarla prolonga la vida útil de la pantalla. ✔ Utilice mallas de calidad consistente Las mallas de calidad inferior pierden tensión rápidamente. ✔ Capacite a los operarios Un estirado consistente = una impresión consistente.
Aquí tiene un video que lo guía a través de todo el proceso de estirado — desde la colocación del marco y la alineación de las mordazas hasta alcanzar y fijar la tensión óptima — para que pueda seguirlo visualmente mientras prepara sus pantallas. Mejores prácticas para la impresión de alta tensión ✔ Utilice marcos resistentes y rígidos Los marcos de aluminio soportan mejor la alta tensión que los marcos de madera. ✔ Controle la tensión a lo largo de la vida útil de la malla La malla se relaja después de cada tirada. Volver a estirarla prolonga la vida útil de la pantalla. ✔ Utilice mallas de calidad consistente Las mallas de calidad inferior pierden tensión rápidamente. ✔ Capacite a los operarios Un estirado consistente = una impresión consistente.
Conclusión
Una alta tensión de pantalla es una de las formas más poderosas de mejorar la calidad de impresión, reducir el tiempo de inactividad y aumentar de forma drástica la velocidad de producción. Los tensores de mallas neumáticos de Anatol facilitan lograr y mantener una tensión de nivel profesional, ya sea que esté imprimiendo bases, frentes completos, metálicos o gráficos de alto detalle.
Al combinar una técnica de estirado adecuada con las mejores prácticas de alta tensión y con el tensor de mallas de Anatol, su taller verá:
- Tiempos de ciclo más rápidos
- Impresiones más nítidas
- Menos desperdicio de tinta
- Menos rechazos
- Operarios más satisfechos
- Mayor vida útil del esténcil
¿Listo para mejorar la producción de pantallas de su taller?
No espere: visite la página del tensor de mallas de Anatol y envíe hoy mismo una solicitud de cotización para agilizar su proceso de estirado y aumentar la productividad.